


石墨盤,石墨燒結盤,石墨盤加工,銅管燒結石墨盤,導熱燒結石墨盤,鐘罩爐石墨盤,推板爐石墨盤,石墨盤生產廠家
石墨盤可經過以下方法優化結構規劃,以提升外延片成長的均勻性、質量和出產功率:
凹槽與支撐結構優化:
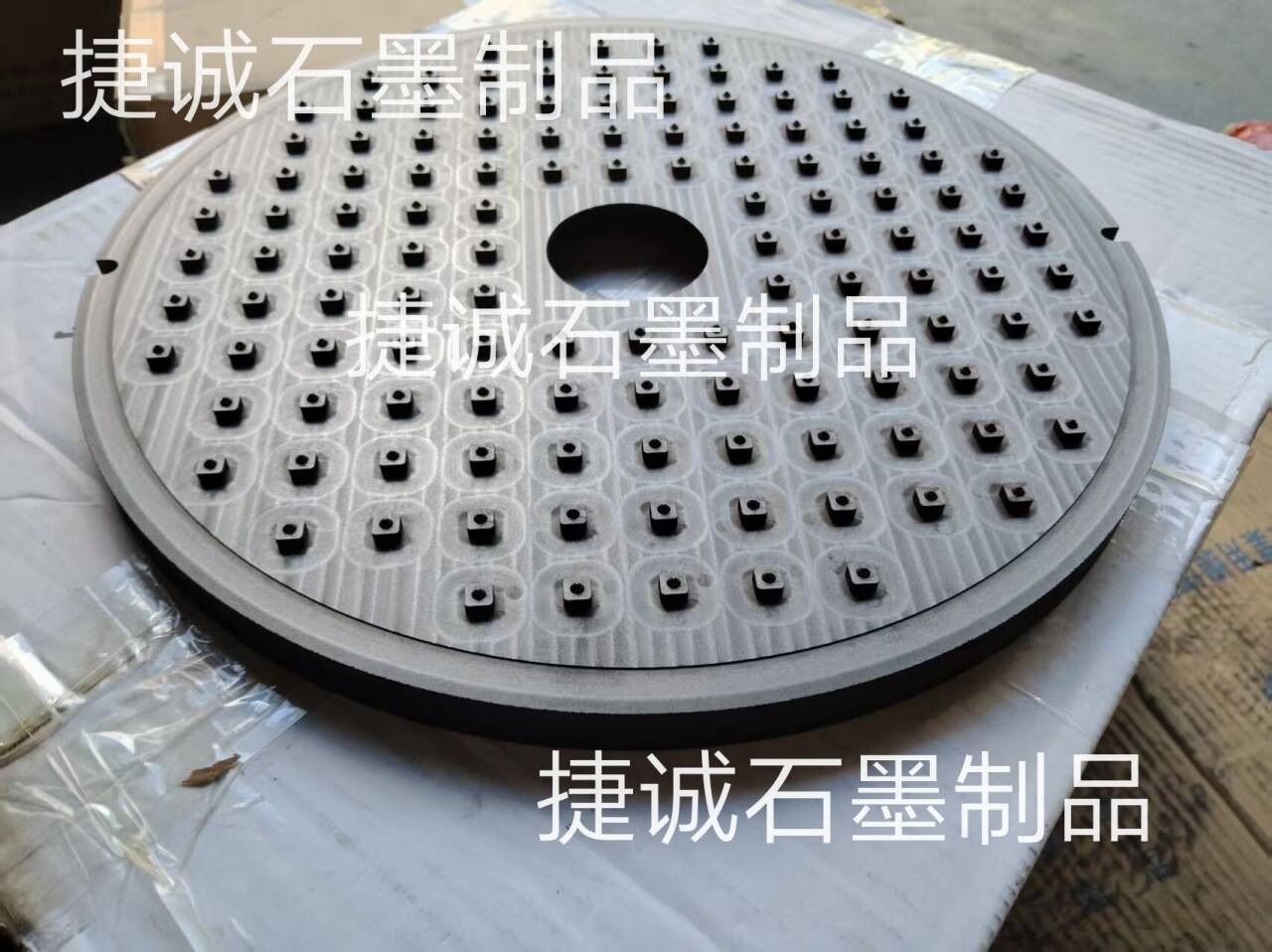
設置支撐部件:在凹槽的上外表設置支撐部件,將襯底懸置,削減凹槽底面與襯底底面的觸摸面積,使傳熱方法由熱傳導優化為以熱輻射為主,進步襯底受熱的均勻性。支撐部件的原料可為石墨,可與石墨盤一體化加工或獨自加工后固定,形狀可為球形、錐形、條狀或塊狀等,數量為一個或多個。
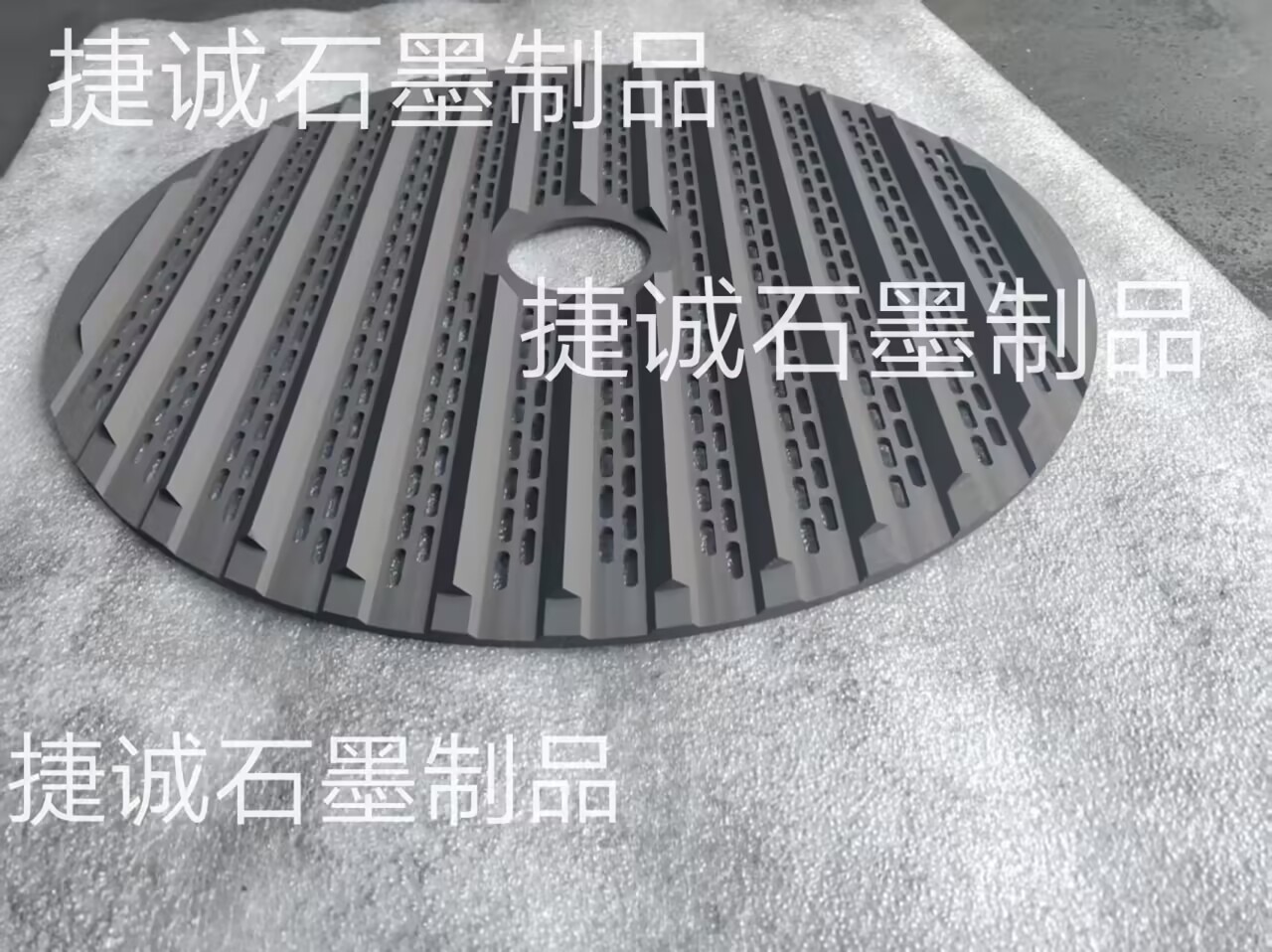
規劃周期性斜面凹槽和凸起:在放置區的邊際方位設置周期性斜面凹槽和凸起,可削減晶圓邊際與石墨盤的粘接,進步取片便捷性,下降晶圓邊際損傷;同時添加邊際氣流的流動性,削減甚至消除氣體湍流,使晶圓的徑向溫場更均勻。
調整凹槽內突起散布:針對晶圓在旋轉過程中受離心力影響易向遠離石墨盤中心的方向偏移的問題,調整凹槽內突起的方位,使其愈加集中于晶圓易偏移的方位,增大晶圓所受摩擦力,減小邊際溫度差異。例如,將部分突起調整至更遠離石墨盤中心的方位,如126°、156°、204°以及234°等方位。
添加突起數量:經過添加突起的數量,添加晶圓片與突起的觸摸面積,進而增大石墨盤高速旋轉時晶圓片所受的摩擦力,安穩晶圓片的方位,下降其受離心力所導致的邊際溫度差異影響,進步晶圓片的成長質量。
熱傳導與熱輻射調控:
設置凹槽削減熱傳導:在襯底邊際附近的石墨盤中設置孔洞,或設置第二凹槽、第三凹槽等,減小對襯底邊際的熱輻射或熱傳導,下降襯底邊際的溫度,進步襯底的溫度散布均勻性。例如,第二凹槽設置在榜首凹槽的底面與盤體的底面之間,其寬度可根據襯底的邊際尺度確認;第三凹槽呈球形,設置在榜首凹槽的底面,使石墨盤對襯底中部的加熱方法由熱傳導優化為以熱輻射為主。
設置絕熱層:在石墨盤與支撐部件或許支撐部件與襯底之間設置絕熱層,削減熱傳導,進一步進步襯底受熱的均勻性。絕熱層的原料可以為石英、氮化硼、藍寶石、陶瓷或氧化鈷等。
氣流與溫度場優化:
規劃凸起結構形成湍流:在凹槽的側壁設置多個凸起結構,使流入側壁與行星盤之間縫隙區域的載流更簡單形成湍流狀態的載流場,避免副反應生成物堆積,防止行星盤旋轉遭到阻止,進步外延片的均勻性。
優化凹槽形狀與尺度:合理規劃凹槽的深度、直徑和形狀,如將凹槽的側壁和底部規劃為V型,使凹槽底部的直徑大于頂部的直徑,整個凹槽呈圓臺狀,確保襯底在隨石墨盤旋轉過程中的方位相對安穩。
資料與工藝改善:
選擇適宜資料:支撐架等部件的原料可選用透明原料,如石英、氮化硼、藍寶石、陶瓷或氧化鋯等,確保熱量可以透過支撐架傳輸至襯底。
一體化加工:對于支撐部件等結構,可采用與石墨盤一體化加工的方法,進步結構的安穩性和精度。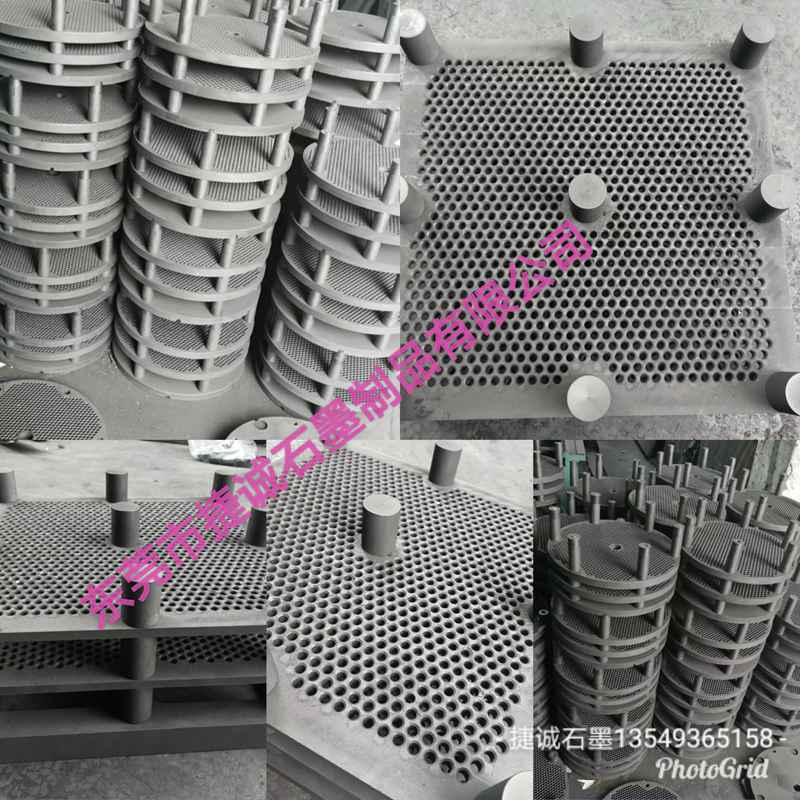
-
硬質合金刀具石墨燒結盤,石墨盤,石墨模具,刀具燒結石墨盤,石墨盤加工,硬質合金刀具燒結石墨盤生產廠家
-
鐘罩爐石墨盤,刀具燒結石墨盤,石墨盤,高純石墨盤,石墨圓盤,石墨燒結盤,石墨盤加工,銅管燒結石墨盤,石墨盤生產廠家
-

鐘罩爐石墨盤,刀具燒結石墨盤,石墨盤,高純石墨盤,石墨圓盤,石墨燒結盤,石墨盤加工,銅管燒結石墨盤,石墨盤生產廠家
-
刀具涂層石墨夾具,鎢鋼刀具燒結石墨盤,硬質合金石墨盤,石墨盤加工,銅管燒結石墨盤,石墨盤加工廠,進口硬質合金石墨盤,石墨盤生產廠家
-
鎢鋼刀涂層石墨圓舟,刀具燒結石墨盤,石墨盤,高純石墨盤,石墨圓盤,石墨燒結盤,石墨盤加工,銅管燒結石墨盤,石墨盤生產廠家,刀具燒結石墨盤生產廠家