


石墨模具,石墨治具,石墨夾具,電子燒結(jié)石墨模具,VC石墨模具,石墨工裝夾具,燒結(jié)石墨模具,半導(dǎo)體封裝石墨模具
石墨模具的加熱固化是一個要害工藝過程,旨在經(jīng)過加熱處理增強(qiáng)模具的強(qiáng)度和硬度,以滿意后續(xù)加工和運(yùn)用的要求。以下是對石墨模具加熱固化過程的詳細(xì)解析:
一、加熱固化原理
石墨模具的加熱固化首要依據(jù)石墨資料的熱穩(wěn)定性和物理特性。在加熱過程中,石墨顆粒之間會發(fā)生化學(xué)反應(yīng)和物理結(jié)合,形成具有高強(qiáng)度和高穩(wěn)定性的晶體結(jié)構(gòu)。一起,加熱還能夠消除模具內(nèi)部的剩余應(yīng)力,進(jìn)步模具的全體功能。
二、加熱固化過程
預(yù)熱階段:
將石墨模具放入熱處理爐中,進(jìn)行預(yù)熱處理。預(yù)熱溫度一般較低,旨在使模具逐步升溫,防止直接高溫加熱導(dǎo)致的熱沖擊和開裂。
預(yù)熱時刻依據(jù)模具的巨細(xì)和形狀而定,一般操控在數(shù)十分鐘至數(shù)小時之間。
加熱固化階段:
在預(yù)熱完成后,逐步進(jìn)步加熱溫度至設(shè)定的固化溫度。固化溫度的選擇應(yīng)依據(jù)石墨模具的原料和要求進(jìn)行準(zhǔn)確操控。
加熱固化時刻也是要害參數(shù)之一,需保證石墨資料充沛反應(yīng)和重結(jié)晶,然后進(jìn)步其硬度。保溫時刻或許需求分別設(shè)定為6~8小時或更長,以保證模具到達(dá)抱負(fù)的固化作用。
冷卻階段:
加熱固化完成后,需對石墨模具進(jìn)行冷卻處理。冷卻方式能夠是自然冷卻或強(qiáng)制冷卻,詳細(xì)選擇應(yīng)依據(jù)模具的原料、尺寸以及后續(xù)加工要求來確定。
冷卻過程中需堅(jiān)持模具溫度的穩(wěn)定性,防止溫度動搖過大對模具功能發(fā)生不良影響。
三、加熱固化注意事項(xiàng)
溫度操控:
加熱固化過程中需嚴(yán)格操控溫度,防止溫度過高或過低導(dǎo)致的模具功能下降。
運(yùn)用高精度的溫度操控器進(jìn)行實(shí)時監(jiān)測和調(diào)整,保證溫度的穩(wěn)定性和準(zhǔn)確性。
時刻操控:
加熱固化時刻需依據(jù)模具的原料和要求進(jìn)行準(zhǔn)確操控,防止時刻過長或過短導(dǎo)致的固化作用欠安。
保溫時刻應(yīng)足夠長,以保證石墨資料充沛反應(yīng)和重結(jié)晶。
氣氛操控:
加熱固化過程中應(yīng)堅(jiān)持無氧或低氧氣環(huán)境,以防止模具表面氧化、開裂或變形。
能夠運(yùn)用惰性氣體(如氬氣、氮?dú)獾龋┻M(jìn)行氣氛保護(hù)。
后續(xù)處理:
加熱固化完成后,能夠?qū)κ>哌M(jìn)行后續(xù)處理,如拋光、噴砂等,以進(jìn)步模具的表面光潔度和質(zhì)感。
這些后續(xù)處理有助于削減模具與工件之間的沖突和磨損,進(jìn)步模具的運(yùn)用壽命和加工作用。
綜上所述,石墨模具的加熱固化是一個雜亂而要害的工藝過程。經(jīng)過嚴(yán)格操控加熱溫度、時刻和氣氛等參數(shù),以及合理的后續(xù)處理,能夠保證石墨模具到達(dá)抱負(fù)的功能和質(zhì)量要求。
-
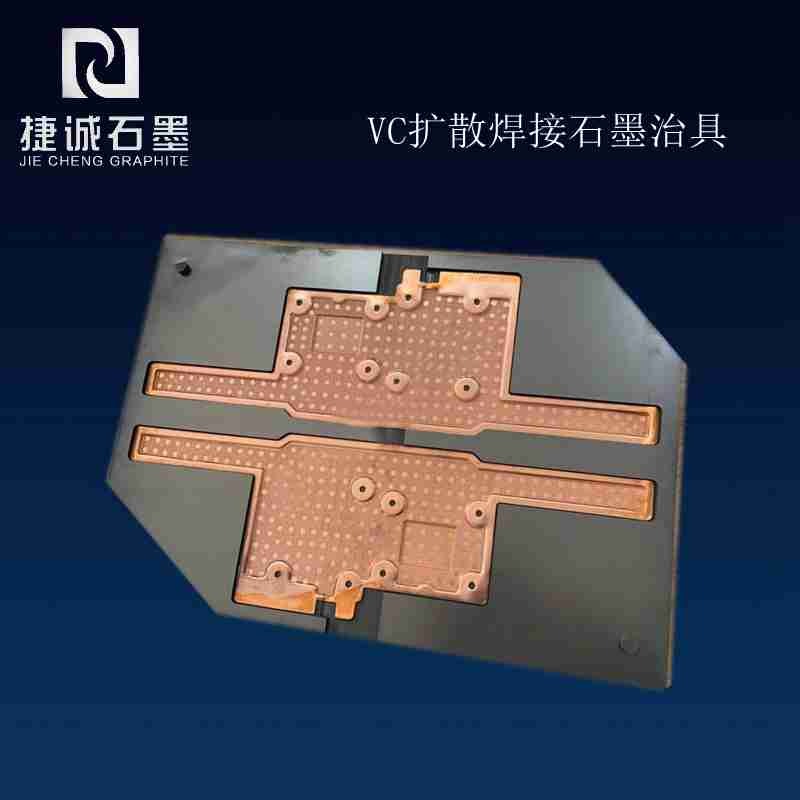
水冷板釬焊石墨模具,水冷石墨模具,液冷板釬焊石墨模具,石墨模具,石墨治具,石墨模具加工,水冷板釬焊石墨模具生產(chǎn)廠家
-
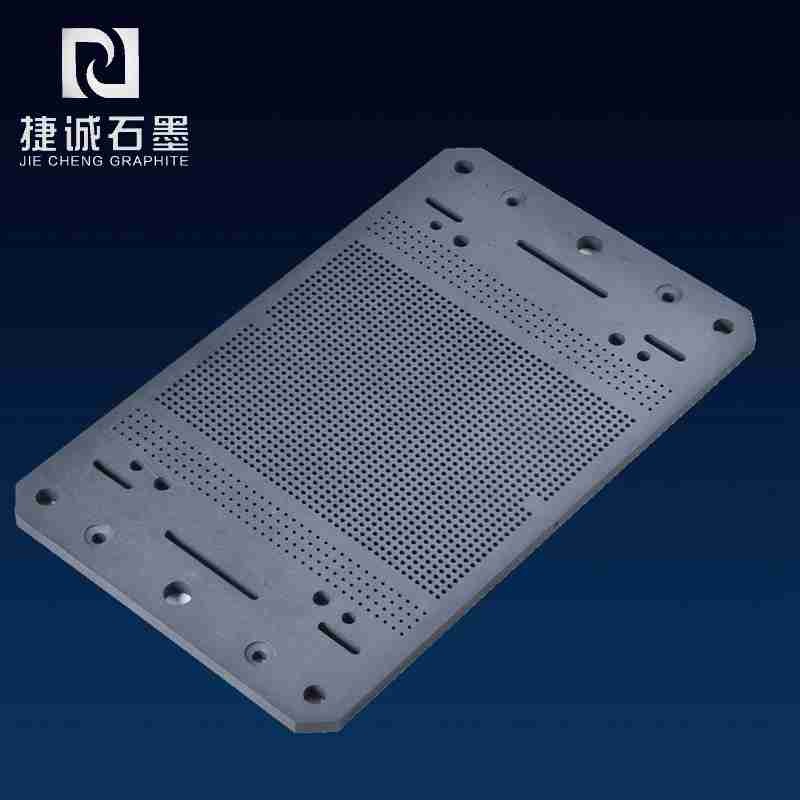
二極管殼封裝石墨治具,電子燒結(jié)石墨模具,半導(dǎo)體封裝石墨模具,電子元器件燒結(jié)石墨模具,石墨模具,石墨治具,石墨模具生產(chǎn)廠家
-
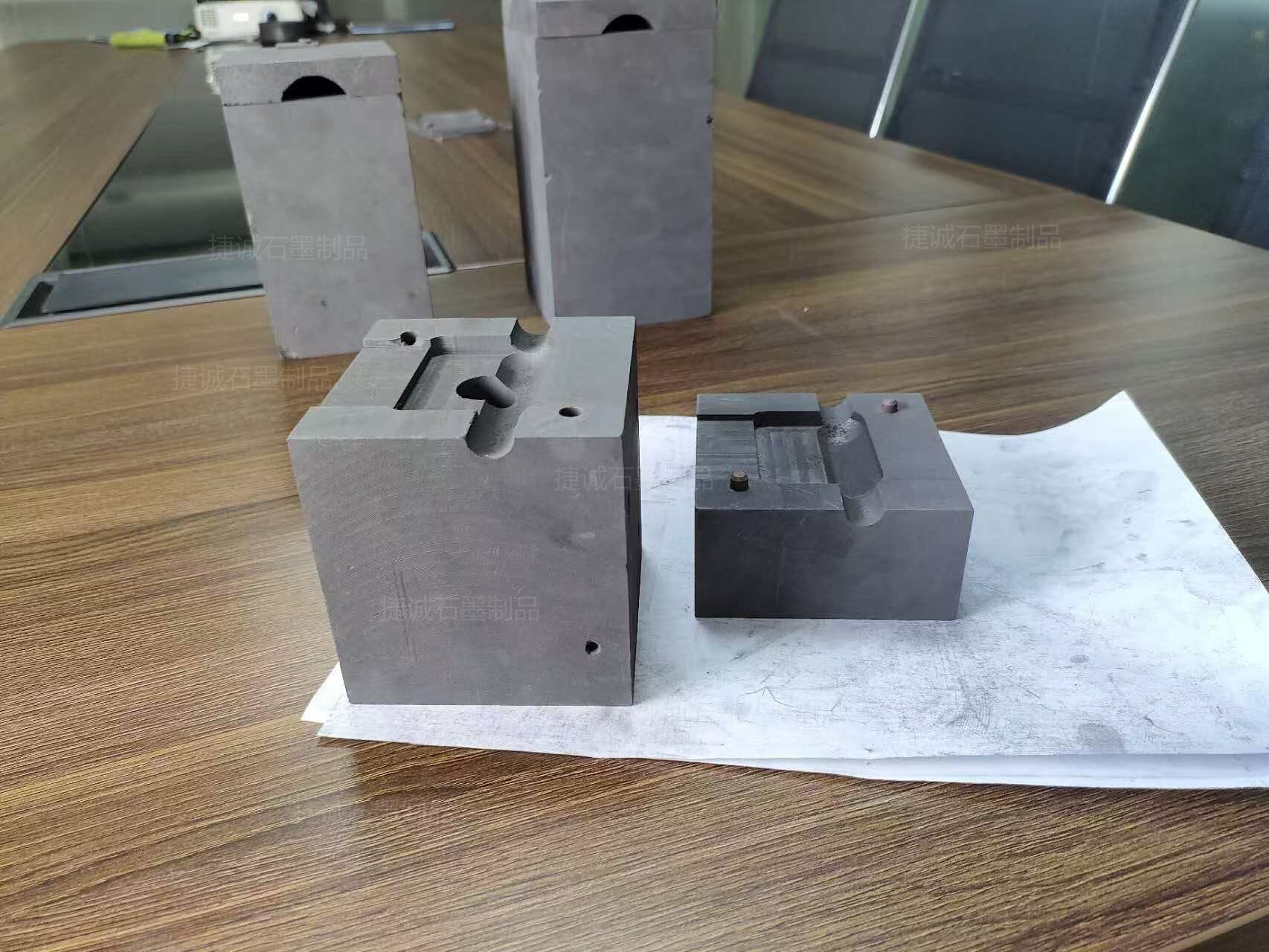
半導(dǎo)體IC封裝石墨模具,電子燒結(jié)石墨模具,半導(dǎo)體封裝石墨模具,二極管封裝石墨模具,燒結(jié)石墨模具,封裝石墨模具,石墨模具生產(chǎn)廠家
-
石墨放熱焊接模具,防雷放熱焊接石墨模具,放熱焊接石墨模具,放熱焊石墨模具,石墨模具,石墨治具,加熱焊石墨治具
-
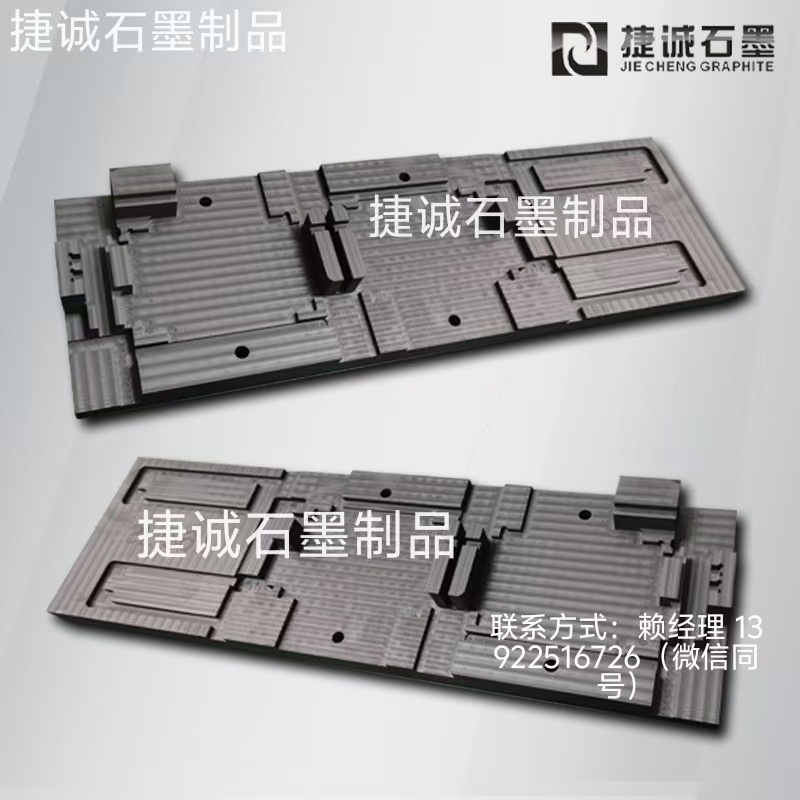
液冷板石墨模具,石墨治具,石墨模具加工廠,水冷板石墨模具,液冷板釬焊石墨模具,水冷板釬焊石墨模具,石墨模具,石墨模具加工,石墨模具生產(chǎn)廠家